Home > Products > Condenser > Single Circuit Condenser Series
Features and Advantages:
Durable Structure: Suitable for high-temperature, high-pressure environments and corrosive media.
Efficient Heat Transfer: Significantly improves production efficiency.
Stable Operation**: Enhances the reliability of equipment operation.
Easy Maintenance**: Reduces operational costs for enterprises.
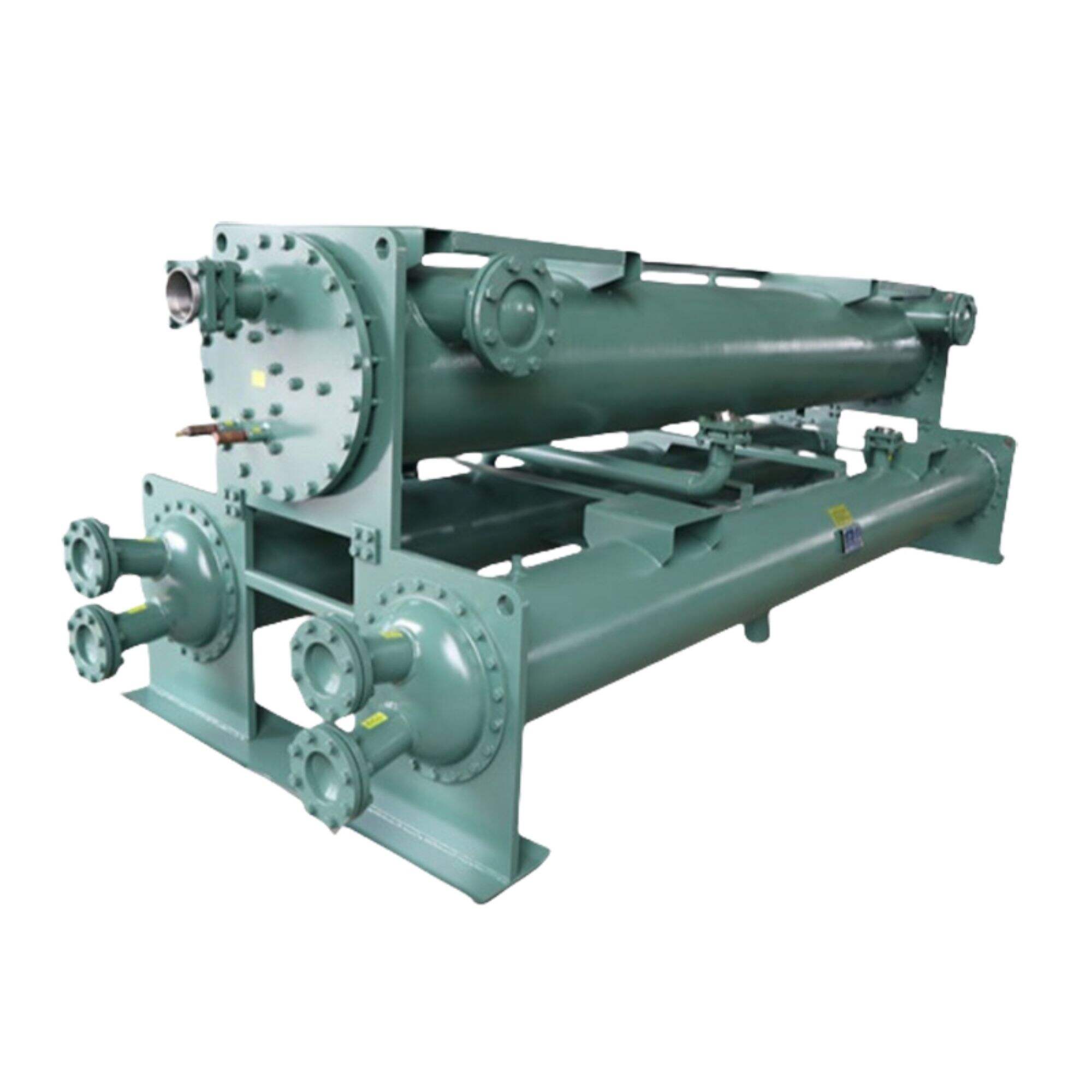
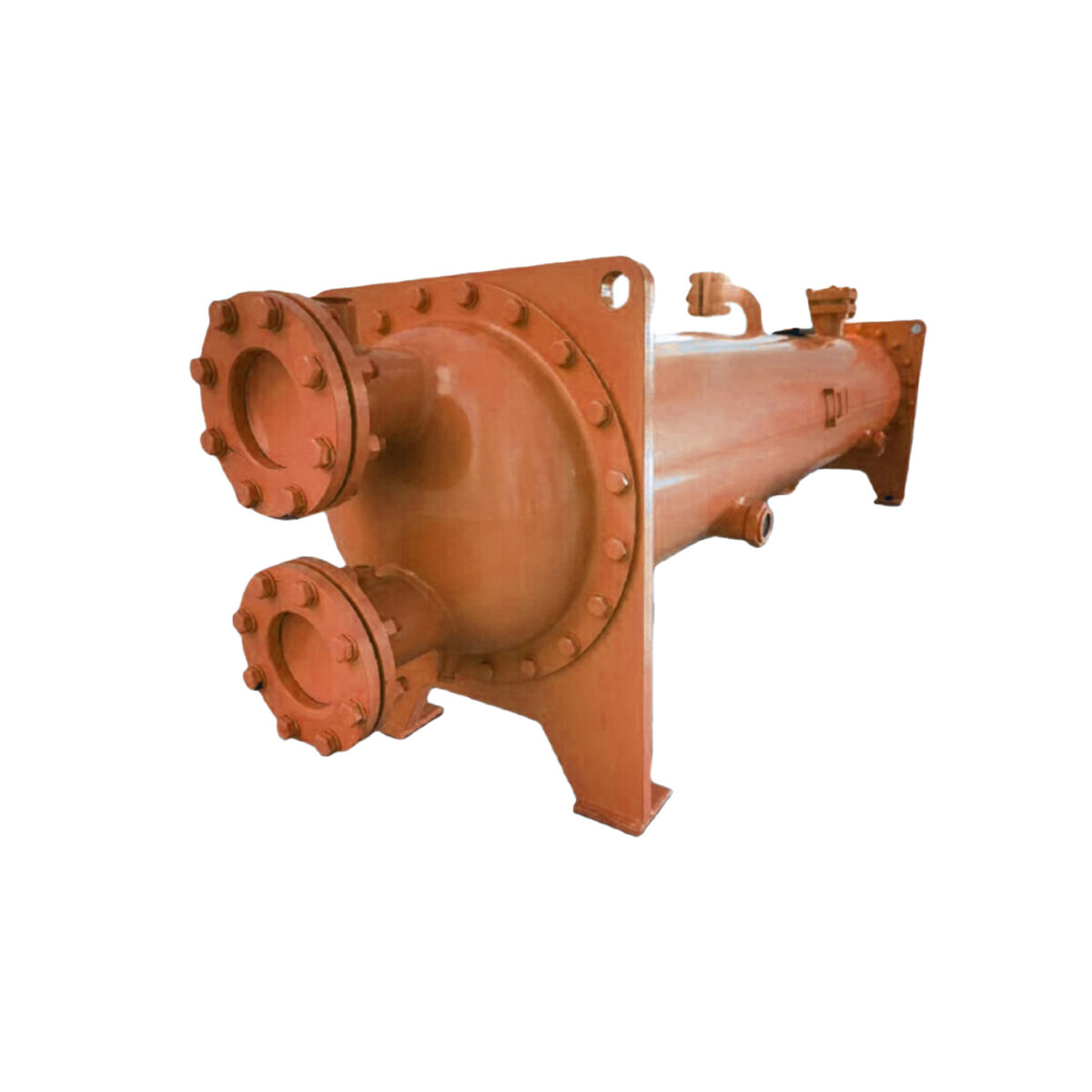
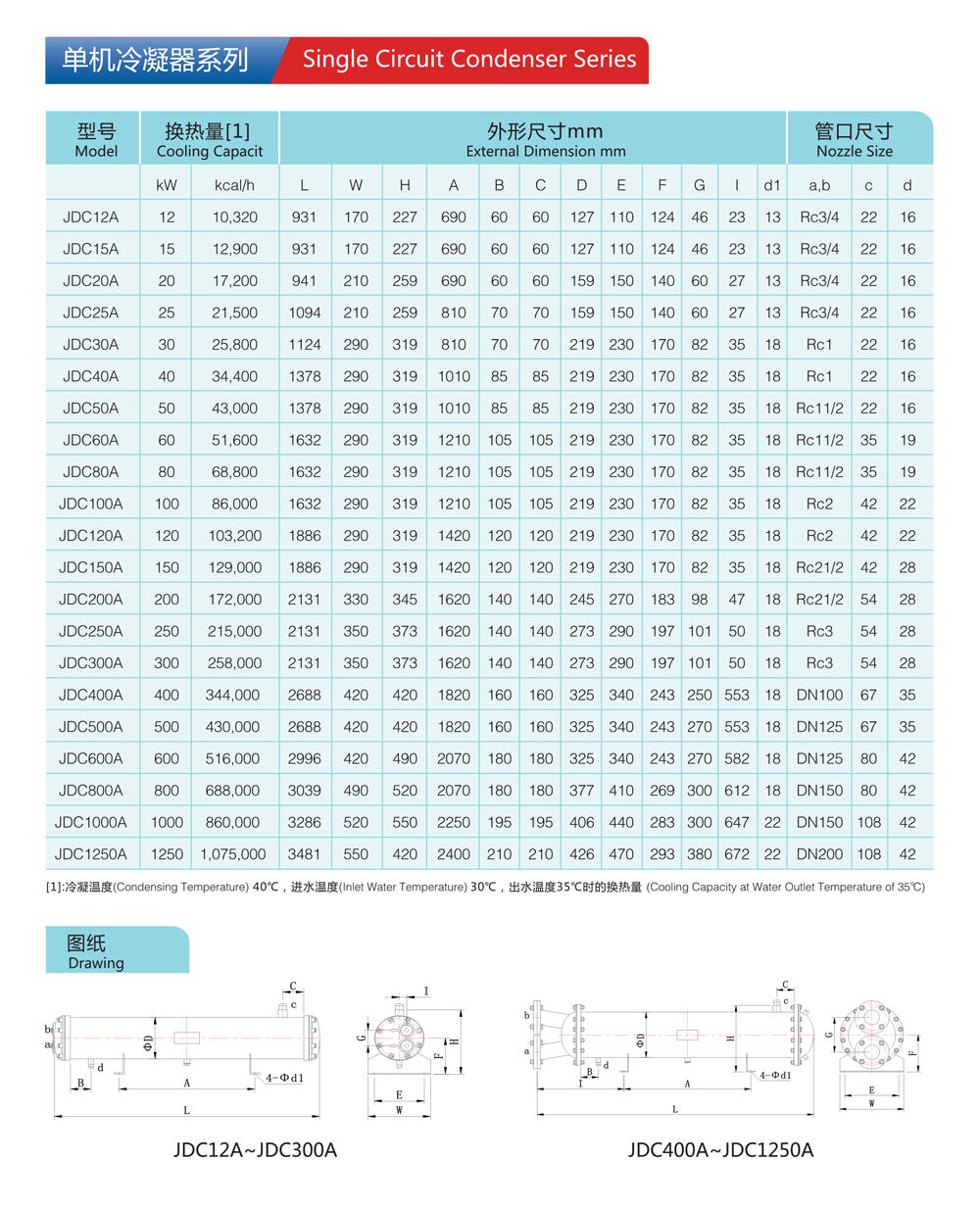
This shell-and-tube condenser boasts high-efficiency heat exchange performance and is made from high-quality materials, ensuring corrosion resistance and long service life. Its compact structure and easy installation make it suitable for various industrial cooling needs. The advanced design effectively reduces energy consumption and enhances operational efficiency. Additionally, the condenser is easy to maintain and operates stably, making it ideal for industries such as petrochemical and pharmaceutical, significantly boosting your production efficiency.
Application Scenarios of Shell-and-Tube Condensers:
1. Petrochemical Industry:
Used for cooling high-temperature gases.
Achieves efficient heat exchange and energy savings.
2. Pharmaceutical Industry:
Condenses steam generated during evaporation processes.
Ensures product purity and quality.
3. Power Industry:
Cools steam in power generation equipment.
Enhances overall efficiency.
4. Food Processing:
Meets strict hygiene and temperature control requirements.
5. Marine Engineering:
Applied in seawater cooling systems.
Features corrosion resistance.
6. Air Conditioning Systems:
Efficiently cools air conditioning equipment.
Improves refrigeration effect.

1.Designing

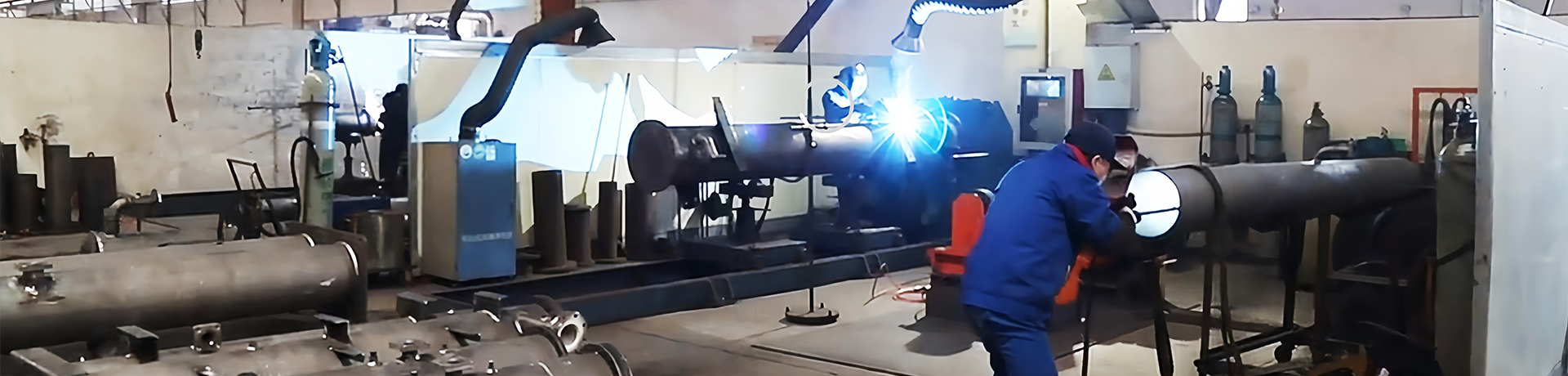
2.Manufacture

3.Manufacture
 EN
EN
 AR
AR
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 SL
SL
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 MS
MS
 GA
GA
 MK
MK
 YI
YI
 HY
HY
 AZ
AZ
 BN
BN
 LO
LO
 LA
LA
 MY
MY
 KK
KK